Raft na impressão 3D: o que é, quando usar e como configurar
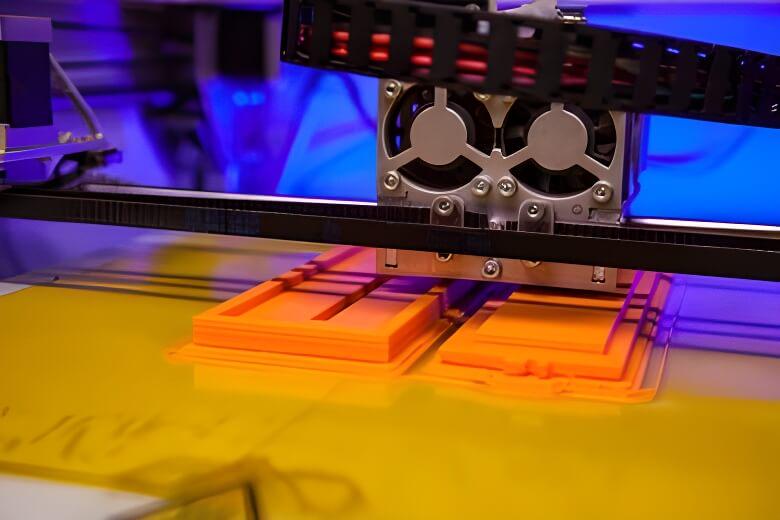
O raft na impressão 3D é uma camada base (grid de linhas) colocada entre a mesa e o modelo. Em outras palavras, ele cria uma fundação estável para melhorar a adesão da primeira camada e reduzir defeitos como warping — principalmente com filamentos sensíveis como ABS e nylon.
Por que usar o raft?
Antes de tudo, o raft aumenta a área de contato inicial e “isola” o modelo de irregularidades da mesa. Dessa forma, a peça adere melhor e tem menos chance de deformação térmica. Além disso, é útil quando a mesa está desnivelada ou com desgaste.
Vantagens e desvantagens
- Vantagens: melhora adesão com materiais de alta contração (ABS, nylon), reduz warping, dá sustentação em superfícies irregulares e é fácil de remover quando bem configurado.
- Desvantagens: consome mais tempo e filamento, pode deixar marcas na base do modelo, e remoção difícil se densidade ou air gap mal ajustados :contentReference.
Raft vs Brim vs Skirt
| Estratégia | Adesão | Consumo | Uso indicado |
|---|---|---|---|
| Raft | Máxima (sob o modelo) | Alto | Warping, mesa desnivelada, base pequena |
| Brim | Média–alta (ao redor) | Médio | Modelos pequenos ou finos com risco de descolamento |
| Skirt | Baixa (não toca peça) | Muito baixo | Purga inicial do bico, checar nivelamento/fluxo |
Em outras palavras: o raft serve como base completa; o brim aumenta a área periférica; e o skirt só purga e verifica o fluxo. Portanto, use o recurso adequado conforme o problema em questão.
Quando usar o raft
Considere usar raft se você trabalha com:
- Filamentos com tendência a warping (ABS, nylon);
- Peças grandes, altas ou com base pequena/delicada;
- Mesa de impressão desnivelada ou com superfície danificada.
Como configurar o raft no slicer
Veja abaixo os principais parâmetros que influenciam a remoção e acabamento:
- Air gap / separação: valor entre raft e modelo; gap maior = fácil remoção, acabamento menos liso; gap menor = melhor acabamento, mas difícil remoção. Comece com ~0,1–0,4 mm e ajuste finamente.
- Camadas: base (grossa, lenta), middle (estrutura), top (interface lisa); top layers = 2–3 para boa superfície de contato.
- Margem (raft expansion): extensão além da peça para maior adesão lateral.
- Velocidade e temperatura: primeira camada mais lenta e mesa aquecida (PLA 50–60 °C; ABS 90–100 °C) ajuda muito.
- Pré-nivelamento e limpeza: mantenha mesa limpa, sem poeira/óleo; calibre o bico e a altura Z; use skirt antes do raft para checar fluxo.
Check-list rápido
- Limpe e nivele a mesa; use skirt para testar fluxo;
- Ative o raft no slicer;
- Ajuste air gap, camadas de raft, margin e velocidade da primeira camada;
- Imprima e observe adherence e acabamento da face inferior;
- Se difícil remover, aumente air gap ou diminua densidade/top layers.

Conclusão
Em resumo, o raft não deve ser usado por padrão. Ao contrário, ele deve ser ativado com critério, quando brim e ajuste de parameters não foram suficientes. Contudo, sempre que a confiabilidade e a qualidade da primeira camada forem prioridade — como em impressões com ABS, ambientes frios ou mesas irregulares — o raft continua sendo uma das soluções mais eficazes na impressão 3D.



